
Продукция
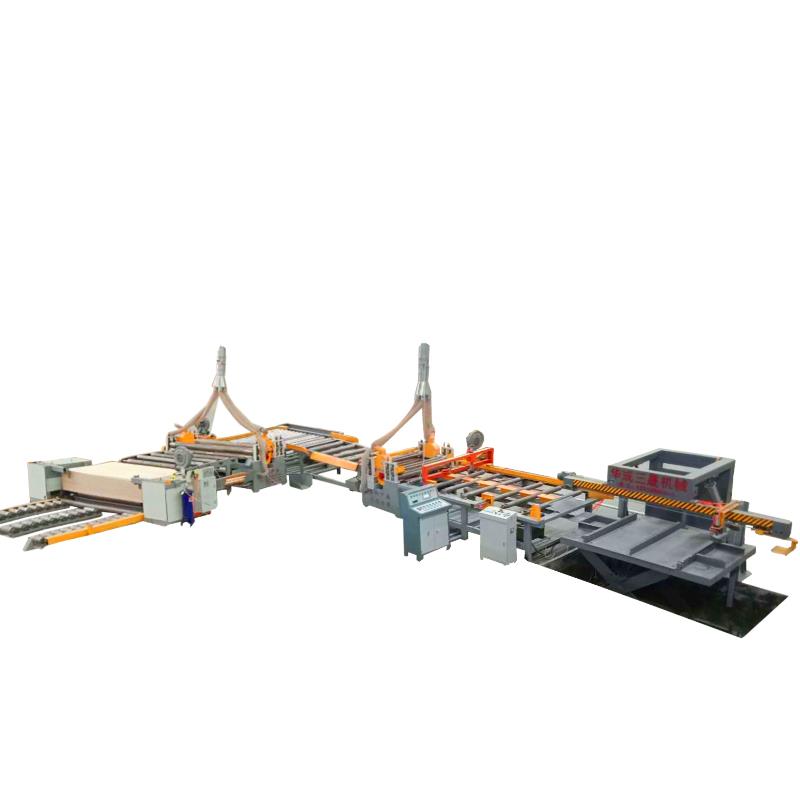



Горячий пресс для ламината 2400 тонн
Износ или неправильная установка резинового уплотнительного кольца является прямой причиной утечки масла из масляного цилиндра; повреждение или неправильное положение поверхности поршня является косвенной причиной.
Описание
маркер
использовать:
Горячий пресс для ламината 2400 тонн
Как обслуживать горячую плиту?
Обслуживание уплотнительного кольца и поршня:
1.Износ или неправильная установка резинового уплотнительного кольца является прямой причиной утечки масла из масляного цилиндра; повреждение или неправильное положение поверхности поршня является косвенной причиной. Если поверхность поршня хорошая, срок службы правильно установленного резинового уплотнительного кольца может составлять более 6 месяцев.
2.При необходимости замены уплотнительного кольца обратите внимание на безопасность и избегайте попадания грязи и примесей, а затем замените уплотнительное кольцо после закрепления опорной пластины. Обращайте внимание на предотвращение явления "фланца" уплотнительного кольца, чтобы не повлиять на качество. Замененное уплотнительное кольцо следует тщательно проверить и проанализировать причину повреждения, чтобы принять профилактические меры.
3.Гидравлическое масло машины для склеивания должно содержаться в чистоте, а масляный бассейн должен быть закрыт крышкой. Фильтрующая сетка всасывающей трубы масляного насоса должна оставаться целой, а если она повреждена, ее следует своевременно заменить. Во время технического обслуживания необходимо удалять отложения в бассейне, а перед использованием масло следует осветлить или отфильтровать (все эмульсии должны быть заменены). Также очень важно защищать масляные насосы и прецизионные клапаны.
Обслуживание горячей плиты?
1.Верхняя и нижняя футеровки плиты горячего прессования очень важны для защиты поверхности плиты горячего прессования. Верхняя облицовка напрямую влияет на качество поверхности плиты. Между подкладкой и плитой горячего прессования часто попадает грязь, например, древесная труха. Поэтому необходимо регулярно снимать подкладку, чтобы удалить с нее пыль, грязь, загрязнения и другие загрязнения. Верхняя футеровка обычно заменяется раз в неделю, чтобы отполировать поверхность и обеспечить качество поверхности готовой плиты.
2.Для установки верхней облицовки деревянная связка должна быть подбита, прежде чем ее можно будет прижать. Плиты с повреждениями или разных размеров не допускаются к горячему прессованию. Не допускается прямое прессование ДВП без вкладыша. Если машина остановлена на длительное время, необходимо своевременно удалять конденсат пара в горячей плите, чтобы избежать внутренней коррозии.
3.На плите горячего прессования обнаружена частичная утечка воздуха, которую можно устранить с помощью электросварки. После сварки необходимо проверить давление воды, оно должно быть в 1,2-1,4 раза больше давления пара, после чего следует устранить последствия сварки. Если утечка вызвана сильной внутренней коррозией, ее следует заменить.
4.Если машина для склеивания остановлена на длительное время, необходимо слить конденсат пара в плите горячего прессования, чтобы предотвратить коррозию плиты горячего прессования.
Как правильно выбрать гидравлический цилиндр?
В зависимости от отрасли и оборудования, используемого в цилиндре, гидравлические цилиндры также подходят для различных типов и видов масла. Например, в соответствии со структурой масляного цилиндра, такой как масляный поршневой тип, качающийся тип, телескопический тип и т.д., поршневой цилиндр обладает высокой эффективностью и хорошей стабильностью. Это преимущество делает его одним из наиболее часто используемых типов цилиндров. Различные типы цилиндров имеют разные принципы работы и характеристики жидкости. При покупке необходимо убедиться, что тип цилиндра, отвечающий вашим потребностям, соответствует фактическим параметрам и принципам работы оборудования.
1.Сравните производителей цилиндров:
Конечно, необходимо иметь много понимания и сравнения производителей гидравлических цилиндров, в основном, чтобы понять форму ранжирования производителей гидравлических цилиндров, зарегистрированный капитал компании, собственные производственные линии оборудования и другую информацию, чтобы определить масштаб и силу производителей гидравлических цилиндров. Производители гидравлических цилиндров Сильные производители не будут производить некачественную продукцию.
2.На основе качества цилиндра:
Качество гидравлического цилиндра напрямую связано с эффектом применения гидравлического цилиндра. Профессиональные масляные цилиндры должны быть изготовлены из стали или других легированных материалов, которые являются стабильными и надежными, так что масляные цилиндры имеют хорошую прочность и могут использоваться в течение длительного времени без износа и старения; в то же время, масляные цилиндры были обработаны в соответствии со строгими требованиями, а поверхность является гладкой и покрыта высококачественной краской.
Может ли фанерный термопресс быть термопрессом для шпона?
Станок для горячего прессования фанеры в основном используется для обработки и производства фанеры, и он используется для горячего прессования и склеивания плит после склеивания и комбинирования. Кроме того, для разных видов фанеры предъявляются разные требования к производительности горячего пресса. По режиму работы его можно разделить на два типа: периодический и непрерывный. Является ли он термопрессом для шпона, зависит от того, можно ли использовать этот тип термопресса для термопрессования шпона. Если да, то его можно использовать в качестве термопресса для шпона.

| серийный номер | название | ||
| ① | Основная рама 30-слойного горячего пресса | ||
| ② | Рама мобильного конвейера | ||
| ② | Рама с присосками | ||
| ③ | Ножничный подъемник | ||
| ④ | Электрическое управление поворотной линией | ||
| ⑤ | Клетка для загрузки и выгрузки плит | ||
| ⑥ | Стойка для погрузочно-разгрузочных плит | ||
| ① 30-слойный термопресс | |||
| серийный номер | Название проекта | параметры | Примечания |
| 1 | Общий размер рамы | 2620*830*10168MM | Съемные, отожженные |
| 2 | Вес рамы | 44T | |
| 3 | Общее давление | 2400T | |
| 4 | Открытая передача | 150mm | |
| 5 | Верхний поддон | 1250 | Q235 |
| 6 | Нижний поддон | 1250 | Q235 |
| 7 | Ширина колонны | 500 | Q235 |
| 8 | Толщина основной плиты | 60 | |
| 9 | Технические характеристики горячей плиты | 1500*2800*60MM | Q235, двойной вход и двойной выход, Куньшань |
| 10 | Количество горячих пластин | 31 | |
| 11 | Спецификация цилиндров | Φ450*4500 | Цзянсу Цяотеляй |
| 12 | Количество цилиндров | 3 | |
| 13 | Системы теплопроводности | постоянно быть вместе | |
| 14 | Циркуляция тепла | Система вторичной циркуляции | |
| 15 | Насосы низкого давления | 30K W-4 | |
| 16 | Насосы высокого давления | 30K W-4 | |
| 17 | Двигатели | Принудительная сила | |
| 18 | Давление в системе | 25 МПа | |
| 19 | ПЛК и сенсорный экран | Тайвань Фэнвэй | |
| 20 | Контакторы | Шихлин | |
| 21 | Промежуточные реле | ABB | |
| 22 | Высота цеха нетто | 12000mm | |
| 23 | Общий установленный вес | 125000KG | |
| ② Мобильный конвейер + ③ Рама присоски + ④ Ножничный подъемник + ⑤ Электрическое управление поворотной линией | |||
| серийный номер | Название проекта | Параметр | примечание |
| 1 | Мобильная конвейерная стойка | Ориентировочный | |
| 2 | Стойка с присосками | Ориентировочный | |
| 3 | Ножничный подъемник | Ориентировочный | |
| 4 | Электрическое управление поворотной линией | Ориентировочный | |
| ③ Погрузочно-разгрузочный пластинчатый конвейер + погрузочно-разгрузочная пластинчатая толкающая клетка | |||
| серийный номер | Название проекта | параметры | Примечания |
| 1 | Конвейер для погрузки и разгрузки пластин | Вес: 11000 кг | |
| 2 | Клетчатый конвейер для погрузки и разгрузки пластин | Вес: 24000KG | |
связаться с нами
Сопутствующие популярные продукты

50-слойный 48-футовый полностью автоматический термопресс
количество слоев, необходимых в станке горячего прессования, зависит от желаемого давления, оказываемого на фанеру в процессе прессования. при более высоких требованиях к давлению, как правило, требуется больше слоев в прессе.