
Продукция
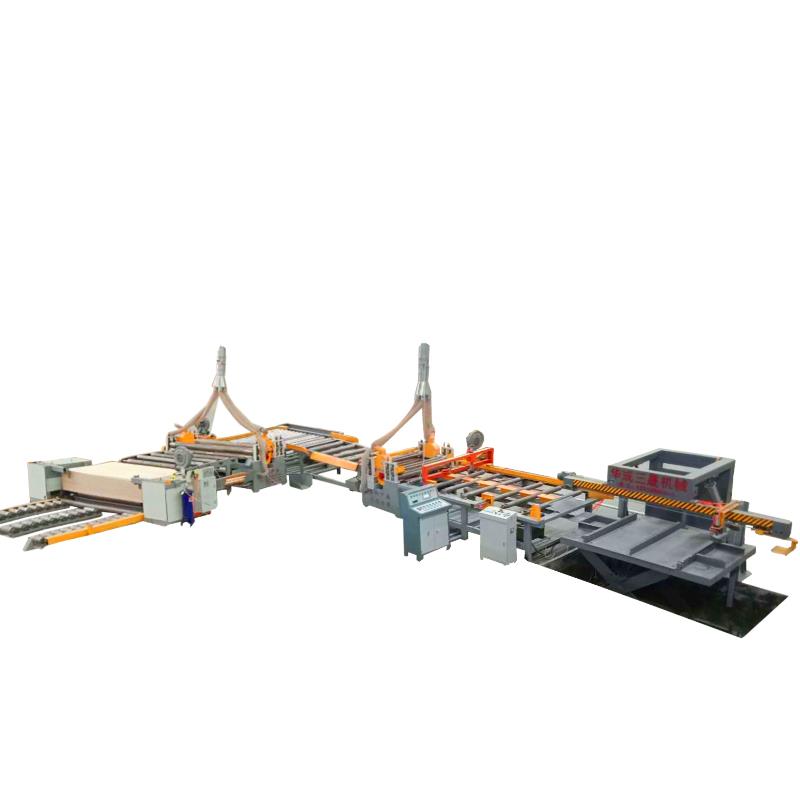



Широкополосная шлифовальная машина
В корпусе принята цельная структура минерального литья, которая обладает достаточным запасом жесткости и значительно повышает рабочую стабильность станка.
Диаметр шлифовального вала увеличен до 460 мм, шлифование с косым смещением, шлифовальный вал и специальный процесс
Описание
маркер
использовать:
Широкополосная шлифовальная машина
В корпусе принята цельная структура минерального литья, которая обладает достаточным запасом жесткости и значительно повышает рабочую стабильность станка.
Диаметр шлифовального вала увеличен до 460 мм, шлифование с косым смещением, шлифовальный вал и специальный процесс
Обработка, увеличение срока службы шлифовальной ленты, плавная работа.
Когда максимальная ширина заготовки шлифуется, все еще есть большая мощность шлифования и большая сила шлифования.
Подача конвейерной лентой с частотным преобразованием скорости, широкий диапазон регулирования скорости, широко используется для шлифования различных поверхностей пластин.
Промышленный сенсорный компьютерный терминал управления, человеко-машинный интерфейс более дружественный, операция проста и понятна.
Принятие централизованного управления Siemens PLC, действие чувствительно и надежно, и может общаться с компьютерной сетью верхнего уровня.
Богатая функция самодиагностики, быстрое отображение места неисправности, так что обслуживание быстро, эффективно сократить время простоя неисправности.
Подъемный механизм использует червячную передачу для привода высокоточной шарико-винтовой пары, чтобы помочь верхнему корпусу точно подниматься и улучшить точность шлифовки.
Подшипник основной части станка оснащен автоматической системой смазки, что увеличивает срок службы изделия
Виды шлифовальных машин для обработки древесины:
Существует множество типов шлифовальных машин для обработки древесины. Различные шлифовальные машины могут использоваться в соответствии с различными потребностями. Так какие же бывают типы шлифовальных машин для обработки древесины?
Роликовая шлифовальная машина:
Роликовый шлифовальный станок - это наматывание абразивной ткани на цилиндрическую поверхность ролика для шлифовки деталей. Станки можно разделить на однороликовые и многороликовые, с ручной подачей и механической подачей, для одностороннего и двустороннего шлифования, вертикальные и горизонтальные. Одновалковые станки в основном используются для определения толщины и грубой шлифовки квадратных материалов и панельных деталей размером менее 400 мм; многовалковые станки используются для массового производства, определения толщины широкоформатных (800-2500 мм) плит, фанеры, фанерных и плоских рам, а также для тонкой шлифовки.
Дисковая шлифовальная машина:
Дисковая шлифовальная машина предназначена для наклеивания наждачной бумаги на шлифовальный диск и шлифовки плоской или изогнутой поверхности заготовки посредством вращения шлифовального диска. В зависимости от места установки шлифовального диска, их можно разделить на однодисковые и двухдисковые, вертикальные и горизонтальные, а также шлифовальные инструменты сверху и снизу. Обычно в производстве используется только 30% диаметра шлифовального диска, что подходит для производства мебели и деревянных форм. Такие станки имеют более низкую эффективность производства и меньшее применение.
Ленточный шлифовальный станок:
Ленточный шлифовальный станок натягивает бесконечную абразивную ленту на два или более шкивов, и вращение шкива заставляет абразивную ленту производить режущее движение, чтобы реализовать обработку деталей. По структуре он может быть разделен на верхний тип и горизонтальный тип, с одной абразивной лентой и несколькими абразивными лентами, с ручной подачей и механической подачей. Ширина ленты для обычных ленточных шлифовальных станков не превышает 400 мм. Более 600 мм - широкополосная шлифовальная машина. Широкополосный шлифовальный станок - это высокоэффективное и динамичное шлифовальное оборудование, которое широко используется для шлифовки крупноформатных древесных плит, деталей щитовой мебели и массива дерева, и может выполнять шлифовку фиксированной толщины (то есть обеспечивать рабочую толщину и чистоту поверхности заготовки). По структуре бывают одноабразивные, двухабразивные и многоабразивные; абразивная лента располагается над верстаком, абразивная лента - под верстаком или с обеих сторон; способ подачи - гусеничная подача с барабана.
Щеточная шлифовальная машина:
Щеточная шлифовальная машина поочередно распределяет несколько щеток и наждачную бумагу по окружности цилиндра, а другой конец наждачной бумаги наматывается на втулку. Когда цилиндр вращается с высокой скоростью, наждачная бумага, используя собственную центробежную силу и упругую силу щетки, прижимается к поверхности заготовки для шлифования. Щеточные шлифовальные машины можно использовать для шлифования контурных поверхностей.
Комбинированный шлифовальный станок может сочетать в себе роликовый и дисковый типы.
Дисковый тип и ленточный тип вместе, а также может быть объединен с токарным, четырехсторонним рубанком, созданием тонкого света и т.д., как деревообрабатывающий станок для тонкой шлифовки и полировки. Шлифовальная машина.
Шлифовальная машина специальной формы, как правило, предназначена для обработки непланарных панелей. 4 комплекта шлифовальных роликов шлифуют панель с 4 направлений, что оказывает хорошее шлифовальное воздействие на вогнутую и выпуклую поверхность панели, которая может эффективно заменить искусственную шлифовку.
Ленточная шлифовальная машина для деревообработки:
Бесконечная кольцевая абразивная лента натянута на 2 или 3 шкива, что приводит к непрерывному движению абразивной ленты, а натяжное колесо также вносит небольшой перекос, заставляя абразивную ленту двигаться вбок. Шлифовальные станки для обработки плоских поверхностей имеют стационарные или подвижные столы; шлифовальные станки для обработки криволинейных поверхностей используют гибкость ленты для обработки заготовки под давлением шаблона. Широкополосный деревообрабатывающий шлифовальный станок обладает такими преимуществами, как высокая производительность, возможность обеспечения точности обработки и простая замена абразивных лент. Он подходит для шлифования больших древесных плит, мебельных и декоративных панелей или панелей до и после покраски.
Общий метод устранения неисправностей шлифовального станка:
1.Смятие ленты:Если абразивная лента смята, она больше не может использоваться. Как правило, существует три варианта смятия абразивной ленты.
Песочный ролик и натяжной ролик не параллельны в вертикальной проекции, поэтому необходимо добавить подкладку в центральный опорный цилиндр для исправления.
Абразивная лента становится морщинистой при намокании, ее можно высушить на солнце.
Если шлифовальная машина не используется в течение длительного времени, поверхность шлифовального ролика ржавеет и становится шероховатой, а шлифовальная лента с трудом прокручивается. В это время ролик следует очистить от пыли или отполировать более мелкой наждачной бумагой.
2.Разрыв абразивной ленты: Разрыв абразивной ленты в основном вызван отклонением абразивной ленты, или затупившаяся абразивная лента не была вовремя заменена, или слишком большая нагрузка при шлифовании, или столкновение с твердыми предметами в процессе шлифования, или качество самой абразивной ленты. Следует по возможности избегать разрыва ленты, иначе это может привести к пожару или взрыву. Если ток шлифовального ролика рабочего стола ненормальный, следует проверить, не затупилась ли абразивная лента, и если это так, то ее следует своевременно заменить.
3.Отклонение ленты: Как правило, вызвано неправильной регулировкой, нормальный ход ленты должен составлять 15-20 мм, частота хода 15-20 раз/мин, умеренная скорость хода и постоянная скорость входа и выхода. Если он находится в ненормальном состоянии, в течение длительного периода времени, может возникнуть явление отклонения, особенно несоответствие скорости качания в и из, что является более вероятной причиной. Отклонение ленты может быть вызвано отказом фотоэлемента, повреждением поворотного клапана или поворотного цилиндра. Плохой сбор пыли и высокая концентрация пыли влияют на нормальную работу фотоэлемента, а также могут вызвать отклонение абразивной ленты.
4.Отказ концевых выключателей: С обеих сторон абразивной ленты расположены концевые выключатели. Когда абразивная лента выходит из строя и отклоняется в одну сторону, коснитесь концевого выключателя, абразивная лента освободится, и главный двигатель автоматически остановится, что может эффективно защитить абразивную ленту. Если концевой выключатель не сработает, это может привести к повреждению абразивной ленты, искрам от фрикционной рамы и даже к пожару и взрыву. Поэтому необходимо всегда проверять надежность действия концевого выключателя.
5.Давление манометра нижней рамы ненормальное: шлифовальная машина с гидравлическим подъемом имеет манометр давления масла на передней стороне нижней рамы. Давление масляного манометра в нормальных условиях составляет 70-90 кг/см2, что относительно стабильно. Если давление часто колеблется между 70-90 кг/см2, это означает, что цилиндр подъемника может иметь внутреннюю или внешнюю утечку. Если давление меньше 70 кг/см2, это означает, что гидравлическая система неисправна и нуждается в регулировке. Если давление отсутствует, возможно, не нажимается переключатель положения. Если манометр шлифовального станка не работает, это может привести к нарушению допуска или нестабильности размеров шлифовальной доски, что повлияет на качество шлифовальной доски.
6.Отклонение, проскальзывание и отскок входящей плиты: при регулировке шлифовального станка необходимо отрегулировать пружину противодавления верхнего транспортирующего ролика на две трети (остается одна треть), а интервал между верхним транспортирующим роликом и нижним транспортирующим роликом должен быть равен Толщина проходящей плиты менее 1,5 мм или 1 мм, иначе это приведет к отклонению или проскальзыванию плиты. В тяжелых случаях это приведет к отскоку, что может нанести вред личной безопасности.
7.Размер шлифовальной плиты изменяется после замены абразивной ленты: Когда консоль шлифовального станка ослабляется или фиксируется стопорным блоком, положение сильно колеблется, и обычно оно должно быть в пределах 0,5 мм. Если она слишком велика, то при блокировке кантилевера разница в силе блокировки приведет к разнице в повторяемости кантилевера, что вызовет колебания размера шлифовальной пластины, что напрямую влияет на точность шлифования шлифовальной машины. Если погрешность кантилевера слишком велика (более 0,5 мм), следует выкрутить крепежные болты блокирующего блока и отрегулировать их должным образом. В то же время при замене абразивной ленты усилие фиксации стопорного блока должно быть постоянным.

| Технические параметры | |
| Модель | FSX2R13CX |
| Ширина обработки | 40~1300mm |
| Толщина обработки | 3~150mm |
| Длина обработки | ≥ 850мм |
| Скорость ленты | 30м/с |
| Скорость подачи | 5~30m/min |
| Размер ленты | 1350×3200 мм |
| Общая мощность двигателя | 208.25KW |
| Давление рабочего воздуха | 0.55MPa |
| Скорость воздуха для всасывания пыли | 25~30м/с |
| Объем всасываемого воздуха | 25000м3/ч |
| Расход сжатого воздуха | 1.8м3/мин |
| Размеры | 4000×3500×3200мм |
| Масса | 24000 кг |
связаться с нами
Сопутствующие популярные продукты

Двухсторонняя шлифовальная машина фиксированной толщины
в основном для деревообрабатывающей промышленности обработки плиты, пол и стеновые панели обработки промышленности, бамбука и дерева ремесла обработки промышленности, бамбука и дерева игрушки обработки предприятий, специально разработанное шлифовальное оборудование, с простым управлением и высокой степенью автоматизации Высокая эффективность, высокая эффективность производства

Машина для склеивания фанеры типа B
подходит для производства фанеры, блочной доски, бамбуковой клеевой доски или искусственной доски вторичного шпона.

Пневматический ламинатор 4 фута Z типа
Клейщик фанеры – это инструмент или машина, используемая для равномерного нанесения клея на поверхность фанеры. Обычно он состоит из вращающегося валика или ряда валиков, которые рассеивают клей на поверхности фанеры по мере ее прохождения через станок.