
Продукция



Горячий пресс 600 тонн для строительной опалубки
Строительная опалубка – это временная опорная конструкция, которая изготавливается в соответствии с проектными требованиями, чтобы бетонная конструкция и компоненты формировались в соответствии с заданным положением и геометрическими размерами, сохраняли правильное положение, выдерживали собственный вес строительной опалубки и внешнюю нагрузку, действующую на нее.
Описание
маркер
использовать:
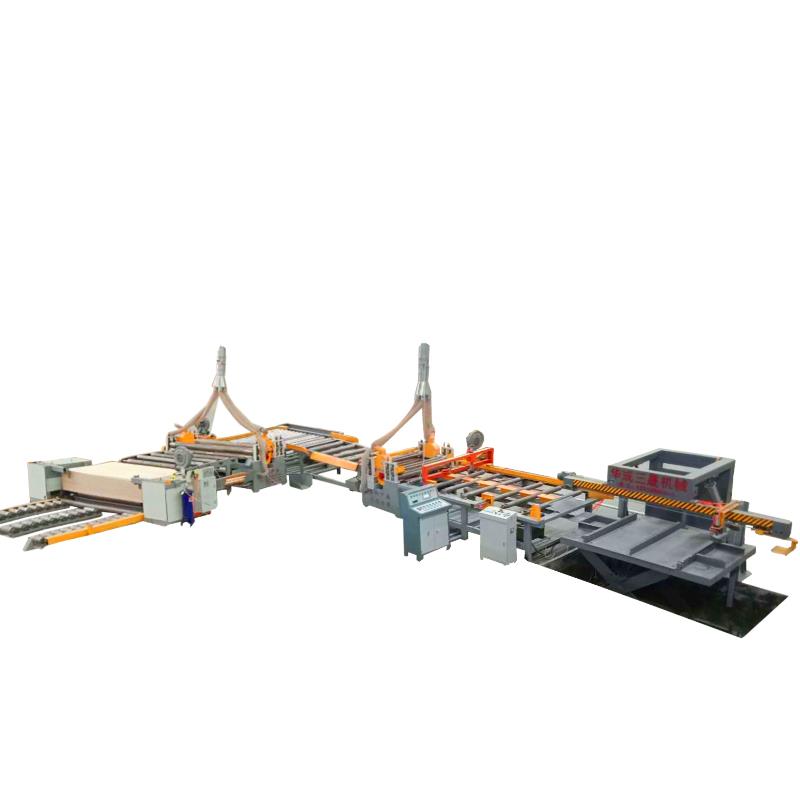
Горячий пресс 600 тонн для строительной опалубки
Машина горячего прессования для строительной фанеры:
Строительная опалубка - это временная опорная конструкция, которая изготавливается в соответствии с проектными требованиями, чтобы бетонная конструкция и компоненты формировались в соответствии с заданным положением и геометрическими размерами, сохраняли правильное положение, выдерживали собственный вес строительной опалубки и внешнюю нагрузку, действующую на нее. Цель проекта опалубки - обеспечить качество и безопасность строительства бетонного объекта, ускорить ход строительства и снизить стоимость проекта.
Строительная опалубка, используемая при возведении монолитных бетонных конструкций, состоит в основном из трех частей: щита, опорной конструкции и соединителя. Панель - это несущая плита, которая непосредственно соприкасается со свежезалитым бетоном; опорная конструкция - это временная конструкция, которая поддерживает панель, бетон и строительную нагрузку, чтобы обеспечить прочное соединение строительной опалубки без деформаций и повреждений; соединительная деталь - это соединение между панелью и опорой. Арматура, конструктивно связанная в единое целое.
Строительная опалубка - это опалубка и кронштейн, образующиеся при заливке бетона. По характеру материала ее можно разделить на строительную опалубку, строительную деревянную фанеру, доску с пленочным покрытием, многослойную доску, двусторонний клей, двусторонний пленочный строительный шаблон и т.д.
Среди строительных плит из фанеры на рынке обычно представлены красная опалубка и плиты с пленочным покрытием.
Прежде всего, самое интуитивно понятное отличие - это цвет. Один красный и один черный легко отличить. Черный строительный шаблон - это то, что мы называем доской с пленочным покрытием. Но это не просто цветовые различия. Красный обычно окрашивают пигментами, а черный покрывают слоем пленочной бумаги. Цены на них совершенно разные. Относительно черного цвета цена будет выше. При использовании контактная поверхность черной мембраны яркая, а красной - шероховатая. Мы можем выбирать материалы в зависимости от требований к качеству, но на самом деле процесс их производства схож.
Как правило, мы закупаем тонкую древесину или используем собственную фабрику для удаления поверхностной коры со специфицированных бревен с помощью лущильного станка, а затем передаем их по транспортной линии на ротационную резку. На станке ротационной резки бревно разрезается на куски шпона в зависимости от толщины. Поскольку форма древесины различна и не является идеальным кругом, в шпоне будут различные отверстия и непригодный шпон. Если содержание влаги в лущеном шпоне высокое или содержание влаги в купленном шпоне высокое, шпон необходимо высушить, чтобы он соответствовал требованиям процесса склеивания. Сушилка может снизить содержание влаги в шпоне примерно до 10%, а шпон после прохождения через сушильную камеру может уменьшить явление возврата влаги. Высушенный шпон будет транспортироваться к месту штабелирования для отбора и классификации, а неквалифицированный шпон может быть использован в качестве материала для обжига или другой обработки для сбраживания. Шпон после отделки должен быть сращен и разрезан на стандартный и сращиваемый шпон, а узкий шпон может быть сращен горизонтально на 4 фута/8 футов или сращен горизонтально, а затем вертикально. Существует множество требований к размерам, и когда процесс сращивания отличается, требуется сотрудничество различных типов панельных станков. На рынке представлено множество панельных станков, и важно выбрать правильный. Часть шпона после сборки должна быть сначала склеена для использования.
Шпон, подаваемый рабочими с помощью автоматической линии раскладки, собирается в соответствии с принципом, согласно которому направления текстуры соседних слоев шпона перпендикулярны друг другу. Количество слоев зависит от требуемой толщины готовой фанеры. Решено, что количество слоев шпона должно быть нечетным.
Выращенный из ткани шпон необходимо предварительно спрессовать в холодном прессе, и под действием веса и давления плита будет в основном сформирована. Если поверхность плиты окрашена в красный цвет, это красный шаблон. Если в это время наносится шпон, то на деревянную доску наклеивается пленочная бумага - это доска с пленочным покрытием. Доска поступает в процесс термопрессования. Под воздействием определенной температуры и давления горячий пресс прочно склеивает деревянную доску или пленочную бумагу. При выборе термопресса следует учитывать такие факторы, как производительность, давление, способ нагрева и степень автоматизации. Горячий пресс автоматически входит и выходит из плиты, а автоматизация лифтов позволит рабочим выполнять работу безопасно и удобно. После горячего прессования плита формуется. Для того чтобы сделать поверхность плиты более ровной, после тонкой шлифовки необходимо подойти к распиловочному столу, чтобы отпилить лишние части вокруг нее, заделать шпаклевкой и выполнить другие процессы.
Процесс изготовления фанеры проще, чем мебельных щитов. Процесс и оборудование внутри могут быть отрегулированы в соответствии с заводскими требованиями к качеству плит, производственными привычками, требованиями к объему производства, технологической схемой, условиями площадки и т. д.

| серийный номер | Название | ||
| ① | Главная рама 20-этажного горячего пресса | ||
| ② | Передний подъемник | ||
| ③ | Рама плиты охлаждения | ||
| ④ | Задний подъемник | ||
| Параметры следующие | |||
| серийный номер | Название проекта | Параметры | примечание |
| 1 | Общее давление | 600T | |
| 2 | Открытая передача | 70 мм | |
| 3 | Спецификация горячей плиты | 1350*2700*42MM | Q235 |
| 4 | Количество горячих пластин | 21 | |
| 5 | Спецификация цилиндра | Φ320 | |
| 6 | Количество цилиндров | 3 | |
| 7 | Система теплопроводности | постоянно быть вместе | |
| 8 | Циркуляция тепла | Система вторичной циркуляции | |
| 9 | Двигатель | Принудительная сила | |
| 10 | Давление в системе | 25 МПа | |
| 11 | ПЛК и сенсорный экран | Тайвань Фэнвэй | |
| 12 | Контакторы | Шихлин | |
связаться с нами
Сопутствующие популярные продукты

1500 тонн 30-слойного горячего пресса LVL
Двухсторонний станок горячего прессования широко используется в производстве мебельных щитов, напольных покрытий, корпусных и дверных щитов и в других отраслях.

50-слойный 48-футовый полностью автоматический термопресс
количество слоев, необходимых в станке горячего прессования, зависит от желаемого давления, оказываемого на фанеру в процессе прессования. при более высоких требованиях к давлению, как правило, требуется больше слоев в прессе.

800 тонн 15 слоев 4*8 футов деревянный пол тепловой пресс машина
Наша компания в основном специализируется на производстве гидравлического термопресса (включая основной горячий пресс, горячую плиту (Q235 или Q345), гидравлическую систему, электрическую систему управления.