
Продукция
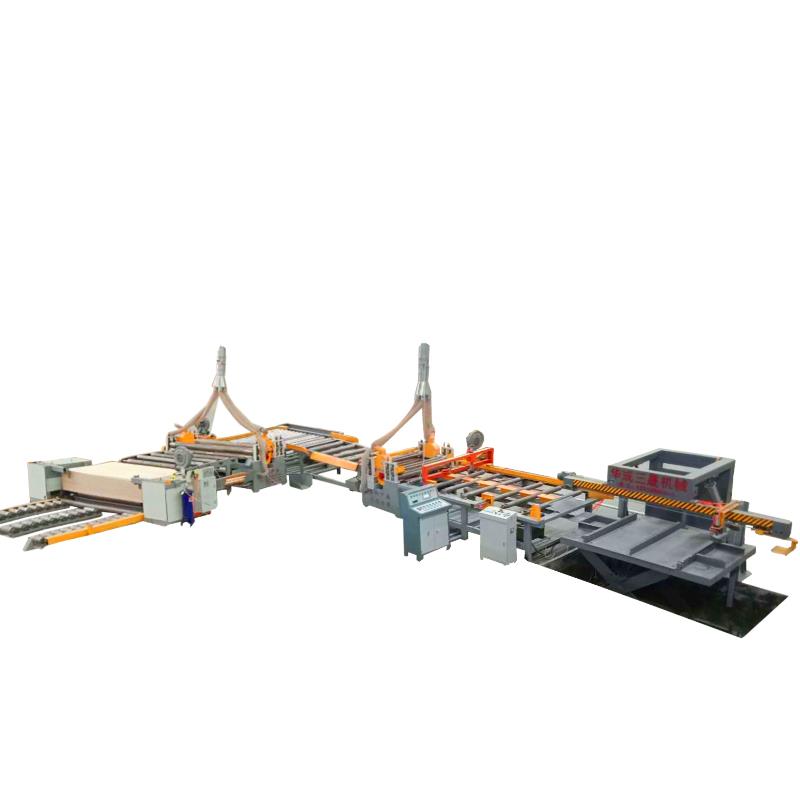



800 тонн 15 слоев 4*8 футов деревянный пол тепловой пресс машина
Наша компания в основном специализируется на производстве гидравлического термопресса (включая основной горячий пресс, горячую плиту (Q235 или Q345), гидравлическую систему, электрическую систему управления.
Описание
маркер
использовать:
800 тонн 15 слоев 4*8 футов деревянный пол тепловой пресс машина
Машина горячего прессования фанеры:
Наша компания в основном специализируется на производстве гидравлического термопресса (включая основной горячий пресс, горячую плиту (Q235 или Q345), гидравлическую систему, электрическую систему управления(PLC: Vigor из Тайваня, сенсорный экран:JIETONG из Тайваня), масляный цилиндр, паровая система (автоматическая постоянная температура и слив пара), паровые шланги); холодный пресс, короткопериодная линия ламинирования, автоматическая конвейерная линия, автоматическая линия поперечной резки и рип-пилы, многопильный станок, подъемный стол, машина для смешивания клея, машина для распределения клея, маленькая легкая машина горячего пресса бокового давления, синхронная машина горячего пресса бокового давления, сушилка шпона горячего пресса и так далее.
Применение продукта:
Разнообразные лучшие спецификации 3*6ft, 3*7ft, 4*4ft, 4*8ft, 4*10ft и 5*10ft фанеры, древесно-стружечных плит, плит с высоким и средним содержанием волокна, плит с пленочным покрытием, строительной опалубки и блочной доски. Более того, мы также принимаем OEM, ODM, а также с хорошими услугами, идеальным качеством и короткой доставкой.
Метод работы горячего пресса для фанеры:
1.Включите питание термопресса, чтобы проверить, находятся ли параметры оборудования в пределах указанного диапазона.
2.Поместите горячепрессованный продукт в приспособление для горячего прессования, чтобы зафиксировать его, и не прикасайтесь к горячей прессованной алюминиевой пластине руками, чтобы предотвратить ожоги.
3.Оставьте обе руки вне зоны действия алюминиевой пластины горячего пресса, убедитесь в отсутствии аномальных условий и нажмите на переключатель горячего прессования, чтобы прижать ее.
4.Давление нагрева автоматически увеличится через указанное время. В случае возникновения нештатной ситуации быстро нажмите аварийный выключатель.
5.Во избежание опасности не кладите мусор на верхнюю часть термопресса или рядом с выключателем.
Меры предосторожности при горячем прессовании фанеры:
1.Время горячего прессования: в кулисах окунания шпона находится 16-24% смоляного клея, реакция поликонденсации происходит в процессе полимеризации горячего прессования, в результате чего выделяется большое количество тепла. Толщина изделия слишком велика, и тем больше выделяется тепла. Поэтому, если толщина изделия превышает 25 мм, прессуйте в течение 4 минут на 1 мм толщины изделия. Если толщина изделия меньше 25 мм, прессуйте в течение 5 минут на 1 мм толщины изделия. Время горячего прессования рассчитывается только тогда, когда давление и температура плиты горячего прессования достигают указанного значения.
2.Температура горячего прессования: температура горячего прессования при загрузке: 40-50 градусов Цельсия; температура горячего прессования: 145-150 градусов Цельсия; температура горячего прессования при выгрузке сляба: 40-50 градусов Цельсия.
3.Время, необходимое для повышения температуры плиты до температуры горячего прессования: при толщине изделия более 25 мм - 30-40 минут; при толщине изделия менее 25 мм - 20-25 минут.

| серийный номер | название | ||
| ① | 15 слоев горячих прессовОсновная рама 15 | ||
| ② | Автоматическая погрузочная стойка | ||
| ③ | Автоматическая рама для закрытия плит | ||
| ④ | Передний подъемник | ||
| Параметры следующие | |||
| серийный номер | Название проекта | Параметры | примечание |
| 1 | Общее давление | 800T | |
| 2 | Открытая передача | 80 мм | |
| 3 | Спецификация горячей плиты | 1350*2700*52MM | Q235 |
| 4 | Количество горячих пластин | 16 | |
| 5 | Спецификация цилиндра | Φ360 | |
| 6 | Количество цилиндров | 3 | |
| 7 | Система теплопроводности | постоянно быть вместе | |
| 8 | Циркуляция тепла | Система вторичной циркуляции | |
| 9 | Двигатель | Принудительная сила | |
| 10 | Давление в системе | 25 МПа | |
| 11 | ПЛК и сенсорный экран | Тайвань Фэнвэй | |
| 12 | Контакторы | Шихлин | |
| 13 | Промежуточные реле | ABB | |
связаться с нами
Сопутствующие популярные продукты

1500 тонн 30-слойного горячего пресса LVL
Двухсторонний станок горячего прессования широко используется в производстве мебельных щитов, напольных покрытий, корпусных и дверных щитов и в других отраслях.

50-слойный 48-футовый полностью автоматический термопресс
количество слоев, необходимых в станке горячего прессования, зависит от желаемого давления, оказываемого на фанеру в процессе прессования. при более высоких требованиях к давлению, как правило, требуется больше слоев в прессе.

800-тонный горячий пресс для 10-слойной плиты основания контейнера
Выполните общий дизайн автоматизированной производственной системы фанерного завода, спланируйте и внедрите соответствующие модульные чертежи, включая бережливую цепочку поставок, планировку завода, реконструкцию автоматизации производства, дизайн интеллектуальной системы управления информацией об оборудовании и т. д.