
Продукция
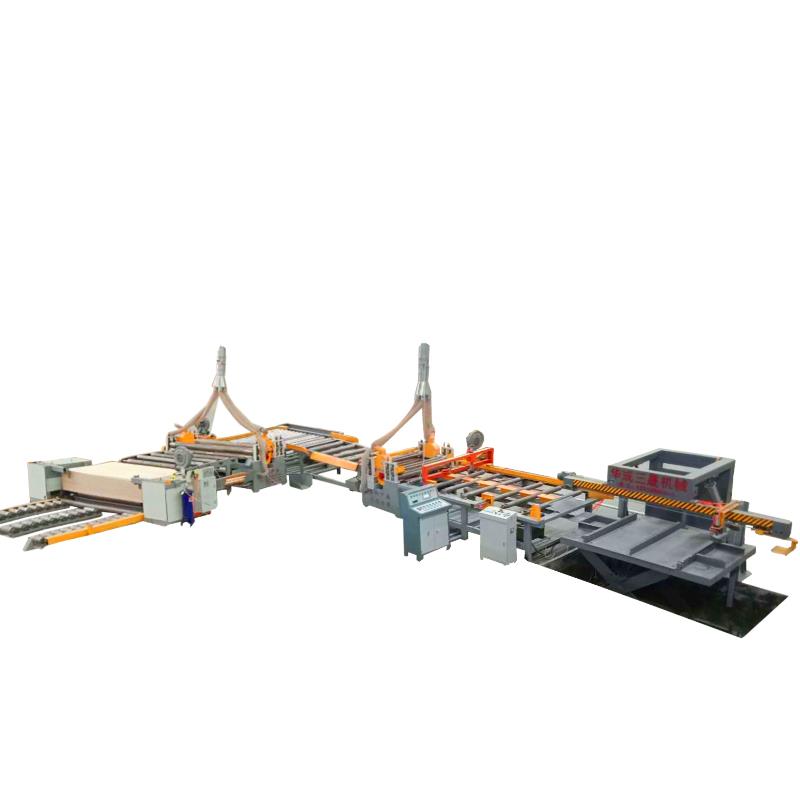



800 тонн 4*10 футов мебельный горячий пресс
Горячий пресс для шпона, используемый в мебельной промышленности, в основном адаптируется к размеру древесной плиты (1220×2440 мм), давление на поверхности обычно составляет 02~0,4 МПа, а соответствующее общее давление составляет 120 тонн.
Описание
маркер
использовать:
800 тонн 4*10 футов мебельный горячий пресс
Фанера машины производственной линии горячего пресса машина:
Горячий пресс для шпона, используемый в мебельной промышленности, в основном адаптируется к размеру древесной плиты (1220×2440 мм), давление на поверхности обычно составляет 02~0,4 МПа, а соответствующее общее давление составляет 120 тонн. Помимо основных технических параметров плиты горячего прессования, таких как размер плиты горячего прессования, общее давление, количество слоев и давление на поверхность плиты, существуют и другие технические параметры, такие как время открытия, закрытия, температура нагрева и производительность, которые должны быть определены в соответствии с различными требованиями процесса. . Рабочий процесс горячего пресса для шпона можно разделить на пять процессов: закрытие, форсирование, поддержание давления, сброс давления и спуск. Главный двигатель пресса можно разделить на три части с точки зрения реализации функций: система нагрева (обеспечивает источник тепла), гидравлическая система (обеспечивает давление и контролирует действие пресса) и корпус пресса (рама, часть управления).
Как выбрать машину горячего прессования для мебельного щита:
Система нагрева горячего пресса
1.Сравнение методов нагрева:
Метод нагрева влияет на выбор температуры, управление процессом и качество обрабатываемой продукции при использовании горячего пресса.
Традиционными методами нагрева являются паровой и электрический нагрев. Паровое отопление позволяет быстро нагреваться, но для этого требуется котел под давлением. Давление в трубопроводе высокое, и пар легко конденсируется в воду, вызывая неравномерную температуру на поверхности плиты. Стоимость высока, а проволоку сопротивления нелегко заменить в случае ее использования.
Преимущества масляного отопления: высокая теплоемкость, равномерная температура, возможность нагрева до очень высокой температуры при нормальном давлении, малые теплопотери, снижение себестоимости, недостаток - медленная скорость нагрева и сложность контроля температуры. В мебельной промышленности, когда требования к температуре горячего прессования не высоки, печь с циркуляцией горячей воды также может достичь удовлетворительных результатов, а основные инвестиции и эксплуатационные расходы очень низкие.
2.Производительность плиты горячего прессования:
Производительность плиты горячего прессования можно оценить по нескольким аспектам, первый - это использование материала плиты прессования, второй - точность обработки, и последний - расположение каналов среды в плите горячего прессования.
Пластина горячего прессования обычно состоит из цельного куска прессованной стальной пластины через глубокое сверление отверстий, и в основном используется для нагрева нефти и парового отопления; другая форма представляет собой алюминиевую пластину на поверхности сварного трубопровода, которая в основном используется для электрического отопления. Использование цельной стальной пластины позволяет избежать утечки масла из-за плохой герметизации, и в то же время обладает высокой жесткостью и прочностью, но горячепрессованная пластина толще; последняя обычно имеет форму тонкой пластины, из-за напряжения, возникающего во время сварки и обработки, и требует высокой точности обработки.
Тонкий горячий лист легко предварительно нагреть и контролировать температуру, но требования к заготовке высоки. Неодинаковая толщина заготовки вызовет деформацию пластины и повлияет на качество последующей обработки; более толстая горячая пластина способствует увеличению теплоемкости и повышению прочности и жесткости. Но при этом увеличивается размер пресса и расходуется больше стали.
При изготовлении и обработке необходимо обеспечить достаточную параллельность плоскости плиты горячего прессования, а также верхней и нижней поверхностей. Шероховатость составляла 3,2 мкм. Разница температур не должна превышать 2-3°C по всей ширине плиты горячего прессования. Если разница температур слишком велика, содержание влаги будет неравномерным, изделие будет легко деформироваться, а прочность и внешний вид изделия пострадают.
Нагревательные каналы, по которым проходит теплоноситель в плите горячего прессования, обычно не ценятся в мебельной промышленности. Правильная схема должна быть основана на принципе облегчения потока теплоносителя, равномерного нагрева поверхности плиты и уменьшения утечки теплоносителя. Для небольших прессовых плит, используемых в мебельной промышленности, обычно используется двухконтурная конструкция с одним отверстием, которая может соответствовать требованиям эксплуатации.
3.Соединение и уплотнение:
Использование подходящих соединений и уплотнительных элементов имеет большое значение для теплопередачи при высоких температурах и давлениях.
В настоящее время соединительные трубопроводы плиты горячего прессования в основном состоят из шлангов, что делает соединение очень удобным. В Китае в основном используются металлические шланги, а некоторые производители применяют импортные тефлоновые шланги. Можно использовать оба метода. Синее соединение, сопротивление усталости тефлонового шланга лучше, чем у металлического шланга. В качестве прокладочных материалов традиционно используются листы асбестовой резины, а новые материалы, такие как политетрафторэтилен, раневой графит и т.д., обладают лучшими уплотняющими свойствами.
Введение в гидравлическую систему теплового пресса:
1.Технологические требования к гидравлической системе
Гидравлическая система горячего пресса имеет два основных рабочих требования: приложение давления к заготовке и приведение в движение плиты горячего прессования для достижения определенного движения. Стабильность быстрого закрытия и удержания давления является важным показателем для оценки работы гидравлической системы.
Поскольку при шпонировании нагрев и отверждение клея должны быть завершены на этапе выдержки под давлением, быстрая скорость закрытия благоприятно сказывается на процессе и эффективности. С одной стороны, она позволяет уменьшить нагрев плиты под давлением и предотвратить потерю воды на поверхности плиты. Это приводит к короблению, а также препятствует предварительному отверждению клея и снижает качество шпона; с другой стороны, это позволяет сократить вспомогательное время и повысить производительность пресса. Для того чтобы пресс открывался и закрывался плавно, обычно устанавливается механическое устройство синхронизации или используется гидравлическая система для поддержания синхронизации.
2.Гидравлический цилиндр:
Гидравлический цилиндр является основной частью гидравлической системы, и в большинстве деревообрабатывающих прессов в настоящее время используются плунжерные гидравлические цилиндры. Плунжеры цилиндров большого диаметра в основном изготавливаются из литейного сплава, который характеризуется высокой твердостью, толстым слоем твердости, устойчивостью к царапинам и производительностью лучше, чем плунжеры из углеродистой стали, прошедшей термическую обработку; плунжеры цилиндров малого диаметра в основном изготавливаются из углеродистой стали, прошедшей термическую обработку, поверхность которой покрывается твердым хромом, а слой твердости поверхности тонкий.
Поскольку горячий пресс обычно требует быстрой скорости открытия и закрытия и выдерживает ударное давление, блок цилиндров должен быть изготовлен из материалов с повышенной прочностью. Для изготовления обычных гидравлических цилиндров малого диаметра с большим ходом можно использовать бесшовные толстостенные стальные трубы. Для некоторых сложных цилиндров могут использоваться литые или кованые цилиндры.
Обычно рабочая поверхность горячего пресса, используемого в деревообработке и производстве мебели, велика. Для того чтобы распределение давления было равномерным, а также с учетом рациональности компоновки конструкции, большинство из них используют многоцилиндровую конструкцию.
Проблем в производстве самого горячего пресса не так много, но большая их часть кроется в гидравлической системе, например, утечка масла и неспособность поддерживать давление. Здесь невозможно описать множество знаний и требований к гидравлической системе, но при выборе необходимо уделять ей большое внимание.
Система управления термопресса:
Система управления горячего пресса в основном контролирует работу системы нагрева и гидравлической системы, а ее чувствительность и точность напрямую влияют на точность работы пресса. Из-за сложного состава системы управления она обычно является проблемной частью. Для прессов со сложными функциями, таких как прессы для вакуумного ламинирования, многие отечественные производители прессов напрямую импортируют зарубежные системы управления, и в то же время минимизируют использование в прессе малонадежных компонентов управления, таких как электромагнитные клапаны.

| серийный номер | Название | ||
| ① | 20-слойная основная рама горячего пресса | ||
| ② | Автоматическая загрузочная стойка | ||
| ③ | Рама для автоматического закрытия плит | ||
| ④ | Передний подъемник | ||
| Параметры следующие | |||
| серийный номер | Название проекта | Параметры | примечание |
| 1 | Общее давление | 800T | |
| 2 | Открытая передача | 80 мм | |
| 3 | Спецификация горячей плиты | 1350*2700*52MM | Q235 |
| 4 | Количество горячих пластин | 21 | |
| 5 | Спецификация цилиндра | Φ360 | |
| 6 | Количество цилиндров | 3 | |
| 7 | Система теплопроводности | постоянно быть вместе | |
| 8 | Циркуляция тепла | Система вторичной циркуляции | |
| 9 | Двигатель | Принудительная сила | |
| 10 | Давление в системе | 25 МПа | |
| 11 | ПЛК и сенсорный экран | Тайвань Фэнвэй | |
| 12 | Контакторы | Шихлин | |
| 13 | Промежуточные реле | ABB | |
связаться с нами
Сопутствующие популярные продукты

1500 тонн 30-слойного горячего пресса LVL
Двухсторонний станок горячего прессования широко используется в производстве мебельных щитов, напольных покрытий, корпусных и дверных щитов и в других отраслях.

50-слойный 48-футовый полностью автоматический термопресс
количество слоев, необходимых в станке горячего прессования, зависит от желаемого давления, оказываемого на фанеру в процессе прессования. при более высоких требованиях к давлению, как правило, требуется больше слоев в прессе.

800 тонн 15 слоев 4*8 футов деревянный пол тепловой пресс машина
Наша компания в основном специализируется на производстве гидравлического термопресса (включая основной горячий пресс, горячую плиту (Q235 или Q345), гидравлическую систему, электрическую систему управления.